À PROPOS
Inserts et surmoulage
Il est possible de compléter la pièce fabriquée en injection plastique par d’autres pièces, métalliques ou non, afin d’améliorer ses caractéristiques.
Les inserts sont posés après l’injection de la pièce. Ce sont souvent des pas de vis métalliques qui vont dans les puits afin d’en améliorer la durée de vie. Ils se posent manuellement en étant frappés ou collés.
Le surmoulage se fait quant à lui pendant l’injection. L’opérateur sur presse dépose dans le moule un élément qui sera enrobé partiellement ou totalement par du plastique. Cet élément peut être soit métallique, soit plastique. Dans ce cas, c’est un moyen détourné et économique pour remplacer la bi-injection. L’avantage du surmoulage est la résistance et la solidité qu’il apporte entre l’élément surmoulé et la pièce injectée. Le surmoulage permet également d’éviter une phase postérieure d’assemblage ou collage.
« Chez Plastisem, le surmoulage est fréquemment utilisé grâce aux deux presses à injecter verticales. Nous surmoulons des éléments de visserie, des axes métalliques, des roulements à billes, des aimants et des parties en plastique pour faire des pièces en bi-matière. »
Vous désirez en voir plus ? Découvrez nos cas clients.
iNFOS
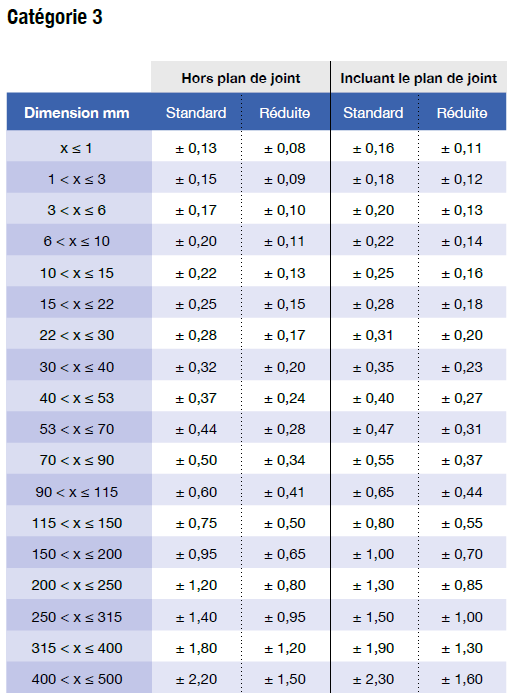
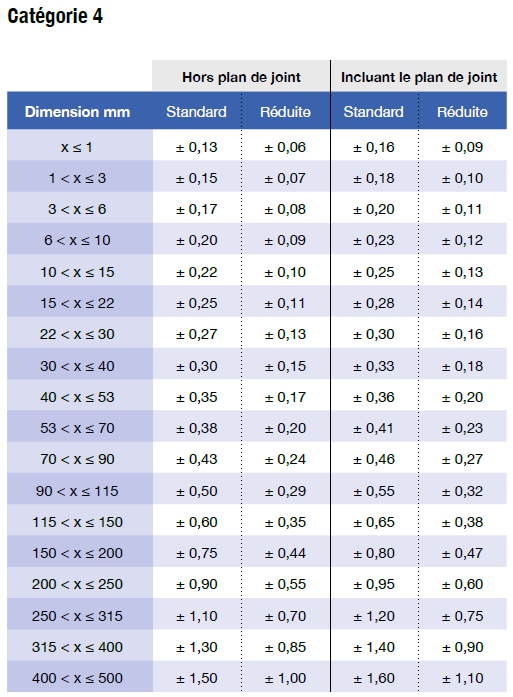
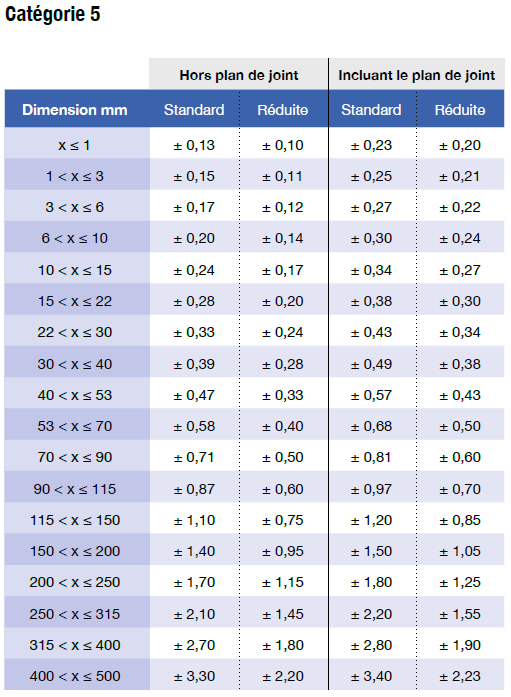
Les tolérances, la norme NF T 58-000
La norme NF T 58-000 est une des références en plasturgie pour la définition des tolérances applicables en fonction du type de plastique, de la taille de la pièce et de sa classe de tolérance. Ainsi, la norme définit 3 classes de tolérances :
1 – La classe standard
La production se fait avec des machines et des outillages standards. C’est la classe qui s’applique par défaut chez les injecteurs plastique en l’absence de contre-indication sur le plan.
2 – La classe réduite
La production se fait avec des outillages plus spécifiques et un contrôle en cours de production renforcé. Cette classe entraîne une hausse notable du coût de l’outillage et de la production des pièces. Elle n’est à utiliser que dans des cas spécifiques où les tolérances de la pièce sont importantes.
3 – La classe de précision
La production se fait avec des machines et des outillages spécifiques qui entraînent des coûts très élevés. Elle n’est pas mise en place chez Plastisem.